
技術情報③
鋳鉄系鋳物の鋳造方案
| 株式会社ツチヨシ産業 技術顧問 松浦 博 |
| はじめに | |
| 1. | 図面を開いての確認 |
| 2. | 上下型の決定 |
| 3. | 模型の割面の決定 |
| 4. | 加工代及び抜勾配の付与 |
| 5. | 巾木(中子)の設定 |
| 6. | 伸尺/補正代(ニゲ代)、反り代、ツナギ |
| 7. | 鋳物の重量計算 |
| 8. | 押湯の設計 |
| 9. | 湯口・湯道の設定 |
| 10. | 定盤付けの可否 |
| 11. | 鋳込み重量の算出 |
| 12. | 鋳込温度・鋳込時間の指示 |
| 結 言 |
はじめに
鋳造方案は概してたのしいものである。一枚の図案に対して、模型の製作、造型、鋳込みや製品仕上げ作業などが可能なかぎり容易にできるように、或いは総合的に見て最も安価に(勿論品質、納期も含めて)作られるようにするのが鋳造方案の仕事である。
鋳物作りの企画から製造、出荷まで、しいては機械加工後組み立てまでの品質の関わりをもつ仕事であり、難しい形状、重量 、品質などを綿密に計画し、実行して、思い通りの結果となったとき、満足感にひたるひとときを味わった方も多いと思われる。
鋳造方案は各工場の保有設備により、鋳物重量、大きさ、製作個数、経済性、納期などが制約され各工場で共通 するものはできない場合が多い、また各個人によってどこに重点をおくかによっても異なってくるものである。
本稿では、簡単な小物部品の例を取り上げ、鋳造方案の手順に従って実作業を進める形をとってみたいと思う。
鋳物作りの企画から製造、出荷まで、しいては機械加工後組み立てまでの品質の関わりをもつ仕事であり、難しい形状、重量 、品質などを綿密に計画し、実行して、思い通りの結果となったとき、満足感にひたるひとときを味わった方も多いと思われる。
鋳造方案は各工場の保有設備により、鋳物重量、大きさ、製作個数、経済性、納期などが制約され各工場で共通 するものはできない場合が多い、また各個人によってどこに重点をおくかによっても異なってくるものである。
本稿では、簡単な小物部品の例を取り上げ、鋳造方案の手順に従って実作業を進める形をとってみたいと思う。
【鋳造方案の手順】
1.図面を開いての確認
鋳造方案は概してたのしいものである。一枚の図案に対して、模型の製作、造型、鋳込みや製品仕上げ作業などが可能なかぎり容易にできるように、或いは総合的に見て最も安価に(勿論品質、納期も含めて)作られるようにするのが鋳造方案の仕事である。
鋳物作りの企画から製造、出荷まで、しいては機械加工後組み立てまでの品質の関わりをもつ仕事であり、難しい形状、重量 、品質などを綿密に計画し、実行して、思い通りの結果となったとき、満足感にひたるひとときを味わった方も多いと思われる。
鋳造方案は各工場の保有設備により、鋳物重量、大きさ、製作個数、経済性、納期などが制約され各工場で共通 するものはできない場合が多い、また各個人によってどこに重点をおくかによっても異なってくるものである。
本稿では、簡単な小物部品の例を取り上げ、鋳造方案の手順に従って実作業を進める形をとってみたいと思う。
鋳物作りの企画から製造、出荷まで、しいては機械加工後組み立てまでの品質の関わりをもつ仕事であり、難しい形状、重量 、品質などを綿密に計画し、実行して、思い通りの結果となったとき、満足感にひたるひとときを味わった方も多いと思われる。
鋳造方案は各工場の保有設備により、鋳物重量、大きさ、製作個数、経済性、納期などが制約され各工場で共通 するものはできない場合が多い、また各個人によってどこに重点をおくかによっても異なってくるものである。
本稿では、簡単な小物部品の例を取り上げ、鋳造方案の手順に従って実作業を進める形をとってみたいと思う。
【内容(仕様)の確認及び自社設備への適用】
| 品名: | 軸受け 品番 |
| 材質: | FCD450 |
| 生産個数: | 50個/月 ⇒ 模型は定盤付け |
| 最大径: | φ400 |
| 最大肉厚: | 55プラス仕上代 |
| 最小肉厚: | 25プラス仕上代 |
| 製造ライン: | フラン造型ライン |
| 仕様鋳枠: | 700L×500W×150H/150H |
| 模型の重要度: | 長期型 |
| その他特別仕様: | 特になし |
2.上下型の決定
| ■上下型を決定する際の一般的留意事項 |
◆ 加工面の精度
◆ 黒皮面の重要度(最終製品組み立ての時の表面・裏面・場所)
◆ 製品に対する押湯の位置・効果・歩留りの良否
◆ 中子の納まり(安定性)
◆ 中子の数を最小限に
◆ 黒皮面の重要度(最終製品組み立ての時の表面・裏面・場所)
◆ 製品に対する押湯の位置・効果・歩留りの良否
◆ 中子の納まり(安定性)
◆ 中子の数を最小限に
| ■上下型決定の理由 |
◆ 広い加工面を下面に
◆ 品質面でバラツキの少ない湯口兼用サイド押湯の効果を考慮
◆ 品質面でバラツキの少ない湯口兼用サイド押湯の効果を考慮
3.模型の割面の決定
| ■割面を決定する際の一般的留意事項 |
◆ 製品仕上げ作業の容易さ上下合わせ面の食い違い(目違い)鋳ばりの発生個所
◆ 鋳型製作の容易さ及び木型の場合木組による強弱
◆ 鋳枠高さによる制限
◆ 鋳型製作の容易さ及び木型の場合木組による強弱
◆ 鋳枠高さによる制限
| ■割面決定の理由 |
◆ 木型製作の容易さ
◆ 鋳ばり処理の容易さ
◆ 鋳ばり処理の容易さ
4.加工代及び抜勾配の付与
赤丸中の数値は仕上代及び抜勾配の値を示す各リブの側面にも各・の抜勾配を付した
▲図4 加工台の付与
●参考資料1【仕上がり記号使用例 JIS B 0601-1982】
●参考資料2【一般鋳鉄部品の標準仕上代】
●参考資料3【孔面の仕上代】
●参考資料4【抜勾配の許容値 JIS B 0407-1978】
| 仕上げ記号の表面あらさ区分 |
| 仕上げ記号 | 表面あらさ区分 | ||
| Rmax | Rz | Ra | |
| ▽▽▽▽ | 0.8S | 0.8z | 0.2a |
| ▽▽▽ | 6.3S | 6.3z | 1.6a |
| ▽▽ | 25S | 25z | 6.3a |
| ▽ | 100S | 100z | 25a |
| ~ | 特に規定しない | ||
| 仕上げ記号の使用例 |
| 記号 | 意 味 | ||
| ~ | 除去加工を行わない | ||
| ~ | L8で100μRmaxより細かい鋳造面 などの面 | ||
|
502 ▽ |
L8で最大より50μRz細かい鋳造面 などの面 | ||
| ▽▽▽ | 左表に示す表面あらさに除去加工を行う面 | ||
|
0.8a ▽ |
λc8で最大8μRaに除去加工を行う面 | ||
●参考資料2【一般鋳鉄部品の標準仕上代】
| 面 | 鋳物の大きさ(単位mm) | |||||||
| <100 |
100~ 250 |
250~ 500 |
50~ 1000 |
1000~ 2000 |
2000~ 3000 |
3000~ 4000 |
4000< | |
| 下型面 | 3 | 3 | 4 | 5 | 7 | 8 | 10 | 12 |
| 上型面 | 4 | 5 | 6 | 8 | 10 | 13 | 15 | 20 |
| 側 面 | 3 | 4 | 5 | 6 | 8 | 10 | 10 | 12 |
●参考資料3【孔面の仕上代】
| 孔径 | 鋳物の大きさ(単位mm) | ||||||
| <100 |
100~ 250 |
250~ 500 |
500~ 1000 |
1000~ 2000 |
2000~ 2500 |
3000< | |
| <50 | 3 | 埋める | 埋める | 埋める | 埋める | 埋める | 埋める |
| 50~80 | 4 | 4 | 5 | 6 | 7 | 8 | 12 |
| 80~100 | - | - | 5 | 6 | 8 | 12 | 12 |
| 100~150 | - | - | 6 | 7 | 10 | 12 | 12 |
| 150~200 | - | - | 6 | 7 | 10 | 12 | 12 |
| 200~250 | - | - | - | 8 | 12 | 12 | 15 |
| 250~300 | - | - | - | 8 | 12 | 12 | 15 |
●参考資料4【抜勾配の許容値 JIS B 0407-1978】
| 抜勾配を与えるための寸法 |
| 寸法の区分1mm | 寸法A 最大(mm) |
| 18以下 | 1 |
| 18をこえ30以下 | 1.5 |
| 30をこえ50以下 | 2 |
| 50をこえ120以下 | 2.5 |
| 120をこえ315以下 | 3.5 |
| 315をこえ630以下 | 6 |
| 630をこえ1000以下 | 9 |
| 1は図のl1、l2、Aは図のA1、A2 | |
5.巾木(中子)の設定
| ■巾木(中子)設定時の一般的留意事項 |
◆ 現物型にできないか
◆ 中子が傾くおそれはないか
◆ 巾木の深さ、倒れ止めなど
◆ 型被せ時、主型と干渉することはないか
◆ 中子を納める際の勾配は充分か
◆ 中子が傾くおそれはないか
◆ 巾木の深さ、倒れ止めなど
◆ 型被せ時、主型と干渉することはないか
◆ 中子を納める際の勾配は充分か
▲図5 巾木(中子)の設定
| ■巾木設定の理由 |
◆ 中心部は現物型が好ましいが掘り込み深さ(定盤厚さ)の関係上巾木とした
●参考資料5【巾木抜勾配の例】
●参考資料5【巾木抜勾配の例】
6.伸尺/補正代(ニゲ代)、反り代、ツナギ
●参考資料6【伸尺の使用例】
●参考資料7【伸尺の使用例】
| 大 物 | 中 物 | 小 物 | |
|
伸尺値 (mm/1000) |
6~8 | 7~8 | 10~12 |
| 備 考 |
大物肉厚形状 簡単 |
小物形状 簡単 |
薄肉 幾分収縮困難 |
| リノキュアーやセメント型、FCD450の例 | |||
●参考資料7【伸尺の使用例】
| 使用材料ならびにその個所 | |
| +4/1000 | 軟質鋳鉄 |
| +8/1000 | 鋳鉄一般、薄肉鋳鋼の一部 |
| +9/1000 | 収縮の多い鋳鉄品、薄肉鋳鋼の一部 |
| +10/1000 | 同上とアルミニウム |
| +12/1000 | アルミニウム合金、青銅、鋳鋼(肉厚5~7mm) |
| +14/1000 | 高力黄銅、鋳鋼 |
| +16/1000 | 鋳鋼(肉厚10mm以上) |
| +20/1000 | 鋳鋼大物 |
| +22/1000 | 鋳鋼厚肉、ステンレス鋳物(18Cr-8Ni) |
| +25/1000 | 鋳鋼厚肉、ステンレス鋳物(25Cr-12Ni) |
7.鋳物の重量計算
本製品の重量:52kg
●参考資料8【ねずみ鋳鉄における種別の密度】
FC及びFCDの比重:C、Si量により6.85~7.30通常、溶湯比重として7.2が採用されている場合が多い
【参考資料21 立体の容積および諸数値】付表参照
●参考資料8【ねずみ鋳鉄における種別の密度】
| 種 別 | 密度(kg/m2) | 備 考 |
| FC100 | 6.8~7.1 | 厚肉 |
| FC150 | 7.0~7.2 | 肉厚、4~30mm |
| FC200 | 7.2~7.3 | 肉厚、6~30mm |
| FC250 | 7.25~7.4 | 肉厚、6~30mm |
| FC300 | 7.3~7.4 | 肉厚、20~30mm、接種 |
| FC350 | 7.3~7.45 | 肉厚、20~30mm、接種 |
FC及びFCDの比重:C、Si量により6.85~7.30通常、溶湯比重として7.2が採用されている場合が多い
【参考資料21 立体の容積および諸数値】付表参照
8.押湯の設計
●押湯の目的と役目
押湯は鋳込まれた溶湯の温度降下及び凝固に伴って生じる収縮に対して溶湯を補給し、いわゆる引け巣を防止する。
また同時に鋳型内に鋳込まれた溶湯に静圧を与えて、停滞しているガスや溶湯から発生するガスを除去する役目も果たす。
押湯は鋳込まれた溶湯の温度降下及び凝固に伴って生じる収縮に対して溶湯を補給し、いわゆる引け巣を防止する。
また同時に鋳型内に鋳込まれた溶湯に静圧を与えて、停滞しているガスや溶湯から発生するガスを除去する役目も果たす。
| ■押湯設計時の一時的留意事項 |
◆ 引け巣防止のため押湯の位置、大きさ、数、高さ
◆ 押湯付着部の除去のし易さ
◆ 鋳型のし易さ
◆ 押湯付着部の除去のし易さ
◆ 鋳型のし易さ
図6 押湯の設定
| ■押湯設定の理由 |
◆ 温度勾配が理想的な湯口兼用サイド押湯の採用
◆ 押湯付着部の除去作業の容易さ
◆ 通気度が高いため、製品最上部への揚りはつけず
●参考資料9【押湯形状・大きさの設定方法例1】
◆ 押湯付着部の除去作業の容易さ
◆ 通気度が高いため、製品最上部への揚りはつけず
●参考資料9【押湯形状・大きさの設定方法例1】
【トップライザー】
【サンドライザー】
【サンドライザー】
●参考資料10【押湯形状・大きさの設定方法例2】
●参考資料11【押湯形状・大きさの設定方法例3】
●参考資料12【モジュラス法/各種形状のMの求め方】
●参考資料13【モジュラス法/製品、押湯ネック、押湯のモジュラスの関係】
【ダクタイルの鋳鉄の場合】
製品重要部のモジュラス:MC
押湯ネック部のモジュラス:MN
押湯部のモジュラス:MRとして、MC:MN:MR=1.0:0.5~0.6:1.2
【ねずみ鋳鉄の場合】
製品重要部のモジュラス:Mf(=fxMs)
押湯ネック部のモジュラス:MN
押湯部のモジュラス:MRとして、Mf:MN:MR=1.0:0.5~0.6:1.2
|
円 a≧5W 板 a≧5Wのとき 図のように底面積1の単位を考えると V=1cm3×W、A=2cm2、 M=V/A=W/2(cm) |
||||||||||||||||
|
棒(長さ≧5×断面寸法)図の如く単位体を考えると V=a×b×1cm、A=2(a+b)×1cm M=V/A=ab/2(a+b) 棒全体についても同様となる。 |
||||||||||||||||
|
内接面積 内接球 |
||||||||||||||||
|
M=rh/2(r+h) | ||||||||||||||||
|
M=ab/2(a+b) |
【ダクタイルの鋳鉄の場合】
製品重要部のモジュラス:MC
押湯ネック部のモジュラス:MN
押湯部のモジュラス:MRとして、MC:MN:MR=1.0:0.5~0.6:1.2
【ねずみ鋳鉄の場合】
製品重要部のモジュラス:Mf(=fxMs)
押湯ネック部のモジュラス:MN
押湯部のモジュラス:MRとして、Mf:MN:MR=1.0:0.5~0.6:1.2
●参考資料14【モジュラス法/鋳物における凝固係数(M)と凝固時間の関係】
●参考資料15【GIRIの計算図表による押湯の求め方】
【種々の形状に対するL(長さ)、W(巾)、T(厚さ)の決め方の例】
●参考資料16【形状係数[L+W]/Tと鋳物重量から押湯を求める図表】
![形状係数[L+W]/Tと鋳物重量から押湯を求める図表](../../images/service/technical/image044.gif)
9.湯口・湯道の設定
| ■湯口系を決定する際の一般 的留意事項 |
◆ 溶湯の分配が鋳物の隅々まで行き渡るように堰の位置に配慮する
◆ 湯境等が発生しないように適切な鋳込時間を与える
◆ スラグや砂などの巻き込みを防ぎ、除去する
◆ 加工面が多いものでは、フィルターの採用も考慮
◆ 湯境等が発生しないように適切な鋳込時間を与える
◆ スラグや砂などの巻き込みを防ぎ、除去する
◆ 加工面が多いものでは、フィルターの採用も考慮
『静かに速く』が原則
図6 湯口・湯道設定
図6 湯口・湯道設定
| ■湯口・湯道設定の理由 |
◆ 鋳物重量(W):62kg(製品:52kg)
鋳込み高さ(H):50cm
◆ セラミックフィルター採用
◆ 参考値 湯口断面積:D
D=W/ρ×t×s√2gH
ρ=溶湯比重(69g/c㎡)
t=鋳込時間(26sec)
s=流量係数(0.9)
D=1.22c㎡(約φ1.2)
◆ 湯口径は充分大きい、フィルターの抵抗考慮
●参考資料17【鋳鉄鋳物における鋳込時間の算出式】
t=A+(1+T0.8)WY
t=鋳込時間(sec)
W=重量(kg)
T=平均肉厚(cm)
A=ムセ定数 (0~7sec)
●参考資料18【肉厚による鋳込時間と鋳込重量との関係】
鋳込み高さ(H):50cm
◆ セラミックフィルター採用
◆ 参考値 湯口断面積:D
D=W/ρ×t×s√2gH
ρ=溶湯比重(69g/c㎡)
t=鋳込時間(26sec)
s=流量係数(0.9)
D=1.22c㎡(約φ1.2)
◆ 湯口径は充分大きい、フィルターの抵抗考慮
●参考資料17【鋳鉄鋳物における鋳込時間の算出式】
t=A+(1+T0.8)WY
t=鋳込時間(sec)
W=重量(kg)
T=平均肉厚(cm)
A=ムセ定数 (0~7sec)
| ムセ定数 | ||
| 中子なし及び簡単なもの | 小物 | 0 |
| 中物 | 0~1 | |
| 大物 | 2~3 | |
| 中子少なく普通 なもの | 小物 | 1 |
| 中物 | 1~2 | |
| 大物 | 2~4 | |
| 中子やや多く複雑なもの | 小物 | 1~2 |
| 中物 | 2~4 | |
| 大物 | 3~5 | |
| 中子多く複雑なもの | 小物 | 2~3 |
| 中物 | 3~5 | |
| 大物 | 4~7 | |
| 重量区分による係数 | ||
| W | 乗数 | 値 |
| 5kg以下 | 0.6 | 2.63 |
| 10kg以下 | 0.58 | 3.8 |
| 20kg以下 | 0.56 | 5.35 |
| 30kg以下 | 0.54 | 6.28 |
| 40kg以下 | 0.52 | 6.81 |
| 50kg以下 | 0.5 | 7.07 |
| 60kg以下 | 0.48 | 7.14 |
| 70kg以下 | 0.46 | 7.06 |
| 80kg以下 | 0.44 | 6.88 |
| 90kg以下 | 0.42 | 6.62 |
| 100kg以下 | 0.4 | 6.31 |
| 200kg以下 | 0.39 | 7.9 |
| 300kg以下 | 0.38 | 8.74 |
| 400kg以下 | 0.37 | 9.18 |
| 600kg以下 | 0.35 | 9.38 |
| 800kg以下 | 0.33 | 9.08 |
| 1000kg以下 | 0.3 | 7.94 |
| 2000kg以下 | 0.3 | 9.78 |
●参考資料18【肉厚による鋳込時間と鋳込重量との関係】
●参考資料19【湯口比】
【加圧系方案の一般的な湯口比】
【非加圧系方案の一般的な湯口比】
※但し、セラミックフィルター採用のものでは、異物はせき止められ、乱流は生じにくいので、湯口比はあまりこだわらなくても良いように思われる。
むしろ鋳込み時の溶湯温度低下によるフィルターの詰まり対策が必要である。
【加圧系方案の一般的な湯口比】
|
備考(提唱者など) | ||||||
| 推奨値1) |
|
最も一般的な値 | |||||
| 推奨値2) |
|
薄肉製品に適用 | |||||
| 推奨値3) |
|
||||||
| 推奨値4) |
|
Doriwa、Frede、Lehman ら | |||||
| 推奨値5) |
|
【非加圧系方案の一般的な湯口比】
|
|||||
|
|||||
|
|||||
|
※但し、セラミックフィルター採用のものでは、異物はせき止められ、乱流は生じにくいので、湯口比はあまりこだわらなくても良いように思われる。
むしろ鋳込み時の溶湯温度低下によるフィルターの詰まり対策が必要である。
10.定盤付けの可否
生産個数が多いため、700×500枠用の定盤に固定する
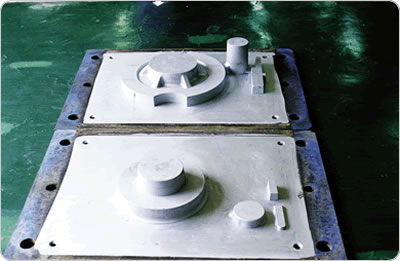
写真1 定盤付けの状態
11.鋳込み重量の算出
製品重量 (52kg)+押湯重量(10kg)=62kg
●参考資料20【立体の容積および諸数値】
●参考資料20【立体の容積および諸数値】
【立体の容積および諸数値】
12.鋳込温度・鋳込時間の指示
鋳込み温度:1400℃~1350℃、鋳込時間:26秒±5秒
●参考資料21【鋳鉄鋳物における鋳込温度の算出式】
θ=125×(13.46-C・E)+K×tT+a
θ=鋳込温度(℃)
C・E=炭素当量(T・C+1/3Si)
凝固開始温度:125×(13.46-C・E)
K=鋳物の肉厚と鋳込時間にかかる係数
(一般:4.0、小物:4.5)
t=鋳込時間(sec)
T=鋳物の肉厚(cm)
a=余裕温度(℃)
●参考資料21【鋳鉄鋳物における鋳込温度の算出式】
θ=125×(13.46-C・E)+K×tT+a
θ=鋳込温度(℃)
C・E=炭素当量(T・C+1/3Si)
凝固開始温度:125×(13.46-C・E)
K=鋳物の肉厚と鋳込時間にかかる係数
(一般:4.0、小物:4.5)
t=鋳込時間(sec)
T=鋳物の肉厚(cm)
a=余裕温度(℃)
| 余裕温度 | |
| 非常に複雑なもの | 180℃ |
| 中位に複雑なもの | 145℃ |
| わずかに複雑なもの | 110℃ |
| 簡単なもの | 80℃ |
| 非常に簡単なもの | 50℃ |
| 2.5以上のものはランク1下げる | |
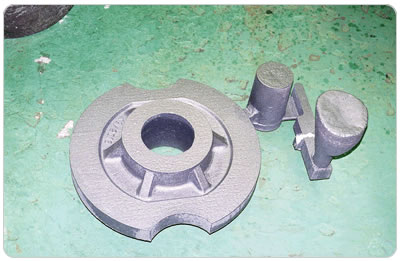
写真2 鋳込まれた製品
以上で、鋳造方案におけるだいたいの作業が終了するが、この他にも必要であれば下記のような作業もすることになる。
・形状によっては解枠までの時間指示
・形状によってはショット掛けの方向指示(製品の反り防止)
・中子納めの冶具の手配・検査冶具の手配
・各作業要領書の作成
・不良対策 など
・形状によっては解枠までの時間指示
・形状によってはショット掛けの方向指示(製品の反り防止)
・中子納めの冶具の手配・検査冶具の手配
・各作業要領書の作成
・不良対策 など
結 言
近年コンピュータによる凝固・湯流れなどのシミュレーションシステムの技術が進歩し、その実用化も進み鋳型内での溶湯の流動と熱の移動凝固の進行鋳造欠陥の生成などが数値解析によって科学的に鋳造欠陥が予測され、品質に関しては精度の高い鋳造方案の設計がされるようになってきた。
しかし、模型製作や造型方法を含め、まだまだその前段階での鋳造方案も重要であり、またその方が多いのではなかろうか。
いずれにしても鋳造方案の良否によって、製品の出来映え、即ちコストや品質、納期も殆ど決まってしまうので方案に携わる者としては鋳物製造のプランナー(Casting Planner)またはデザイナー(Casting Designer)として、充分時間をかけ、あらゆる面 から検討して、注文者の要求する品質、納期を守り、わが社が儲かる方案をするよう努力する必要がある。
上司に叱られたり、周辺には迷惑をかけることになるかもしれないが、多少の冒険(押湯を省略してみたり小さくしたり)や失敗はしてみることである。(意識しなくても失敗はつきものだが)。そのときの対策に要した苦労が自分のノウハウになることが多い。
鋳造品は土木工事ではなかろうかと思われるような何十、何百トンのものから、0.1キログラムのものまで、また1品生産から何十万個生産まで非常に巾の広いものである。
その意味で本稿はほんの狭い範囲のものであるが、これから方案の仕事に携わろうとしている人の参考に少しでもなれば幸いである。
【参考文献】
1) 鋳鉄の生産技術(素形材センター)平成5年1月
2) 鋳鉄鋳物の鋳造方案の考え方(日本鋳物工業会)1990
3) 現場に役立つ鋳鉄鋳物の鋳造方案(中・小物編)平成9年2月
4) 機械設計図表便覧 小栗富士雄、小栗達男著(共立出版株式会社)
しかし、模型製作や造型方法を含め、まだまだその前段階での鋳造方案も重要であり、またその方が多いのではなかろうか。
いずれにしても鋳造方案の良否によって、製品の出来映え、即ちコストや品質、納期も殆ど決まってしまうので方案に携わる者としては鋳物製造のプランナー(Casting Planner)またはデザイナー(Casting Designer)として、充分時間をかけ、あらゆる面 から検討して、注文者の要求する品質、納期を守り、わが社が儲かる方案をするよう努力する必要がある。
上司に叱られたり、周辺には迷惑をかけることになるかもしれないが、多少の冒険(押湯を省略してみたり小さくしたり)や失敗はしてみることである。(意識しなくても失敗はつきものだが)。そのときの対策に要した苦労が自分のノウハウになることが多い。
鋳造品は土木工事ではなかろうかと思われるような何十、何百トンのものから、0.1キログラムのものまで、また1品生産から何十万個生産まで非常に巾の広いものである。
その意味で本稿はほんの狭い範囲のものであるが、これから方案の仕事に携わろうとしている人の参考に少しでもなれば幸いである。
【参考文献】
1) 鋳鉄の生産技術(素形材センター)平成5年1月
2) 鋳鉄鋳物の鋳造方案の考え方(日本鋳物工業会)1990
3) 現場に役立つ鋳鉄鋳物の鋳造方案(中・小物編)平成9年2月
4) 機械設計図表便覧 小栗富士雄、小栗達男著(共立出版株式会社)